
文字或许能描绘钢锚管-按需定制产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!
以下是:钢锚管-按需定制的图文介绍

天恒源钢铁有限公司全体员工向关心和支持我们的各级领导和各界朋友表示z u i诚挚的谢意! 在 【高压无缝钢管】市场竞争日趋激烈的今天,天恒源钢铁有限公司励精图治,奋发自强,为振兴民族 【高压无缝钢管】和四川广元经济而奋斗不息, 公司经理携全体员工恭候各地新老宾客光临本 【高压无缝钢管】生产企业,实地考察、指导工作、增进了解!



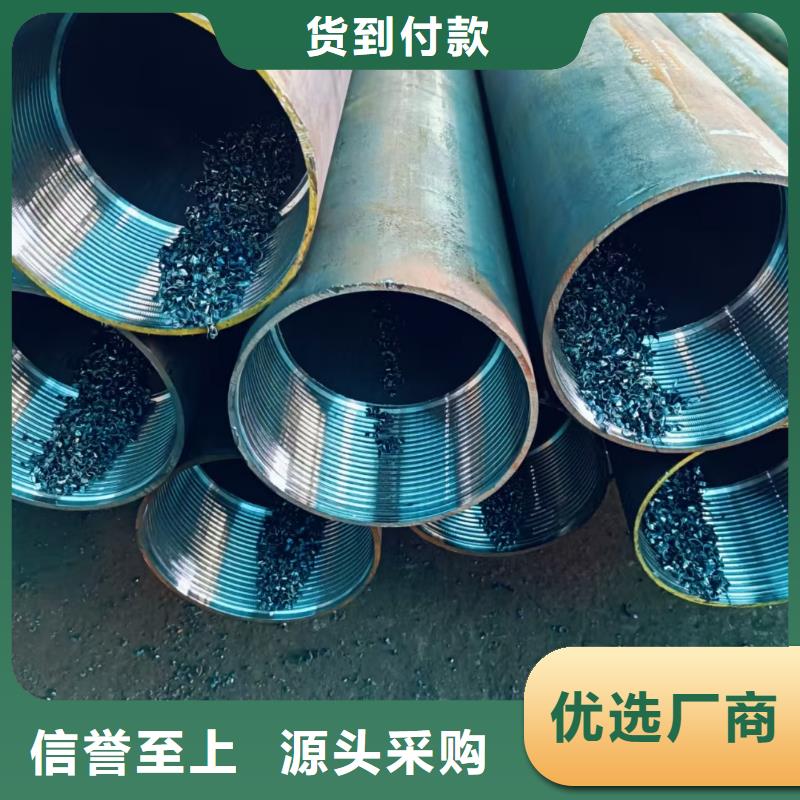
全断面注浆管施工技术要求
注浆管均指全断面注浆管,采用专用固定件固定在施工缝表面,并间隔5~6m两端各引出一根注浆导管。
安装注浆管的施工缝表面应坚实、四川广元本地平整,不得有浮浆、四川广元同城油污、四川广元同城疏松空洞、四川广元附近碎石团等,否则应予以。
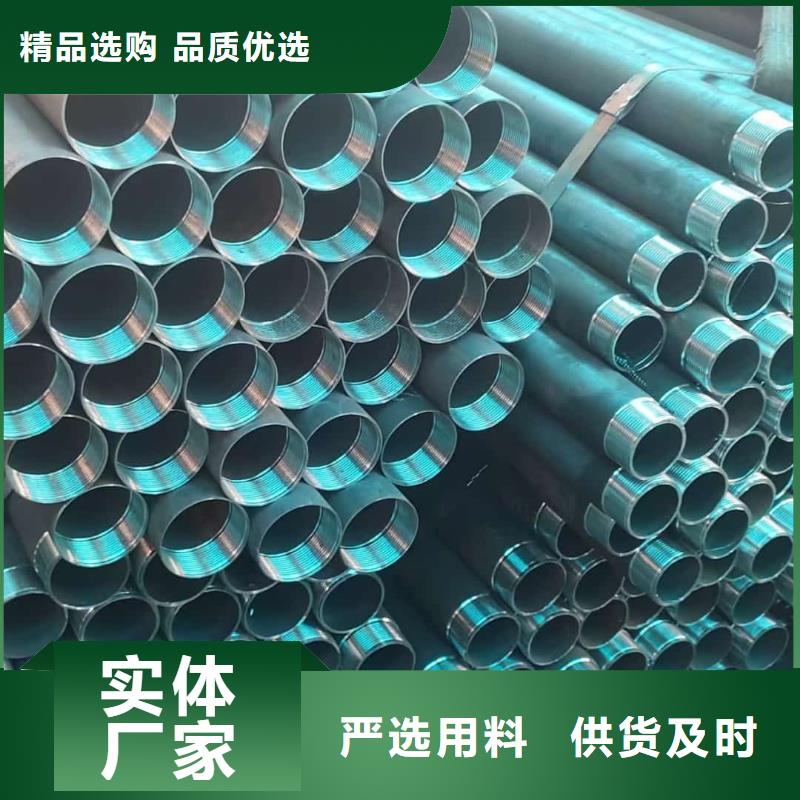
注浆导管与注浆管连接应牢固,严密,导管末端应临时封堵严密。
注浆管宜设置在结构中线位置,任意一侧混凝土的厚度不得小于100mm。
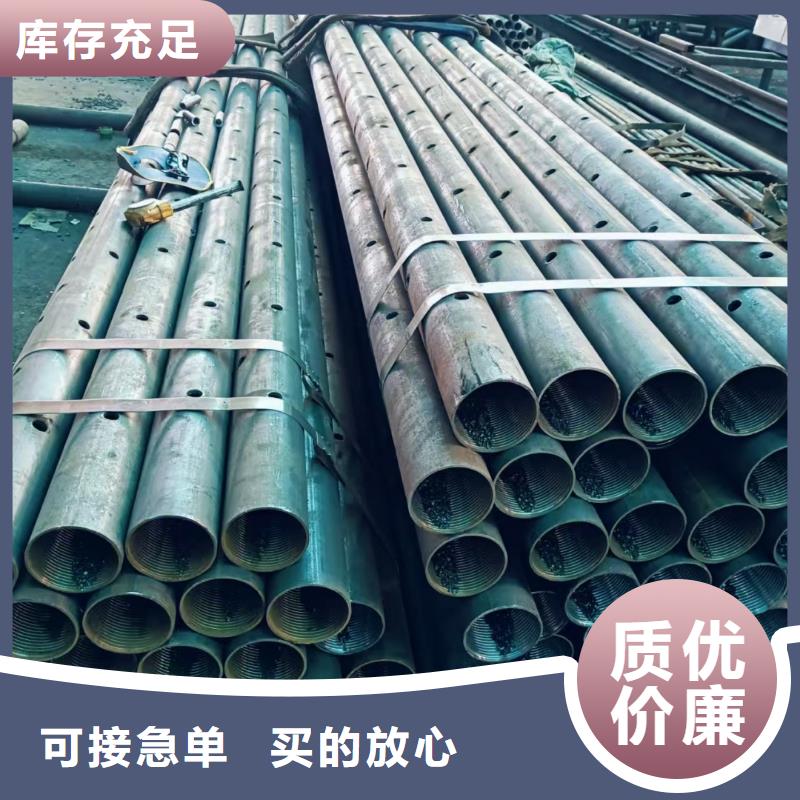
安装注浆管的范围的基层可不凿毛,并保持平整,必要时采用防水砂浆进行局部找平,以确保注浆管任何部位均与施工缝表面密贴,并确保注资管不得有悬空部位。注浆管的固定间距宜为200-300mm,固牢固,可靠。
注浆管采用搭接法连接,搭接宽度宜为20-30mm(即有效出浆长度),搭接部位必须与甚而牢固固定。



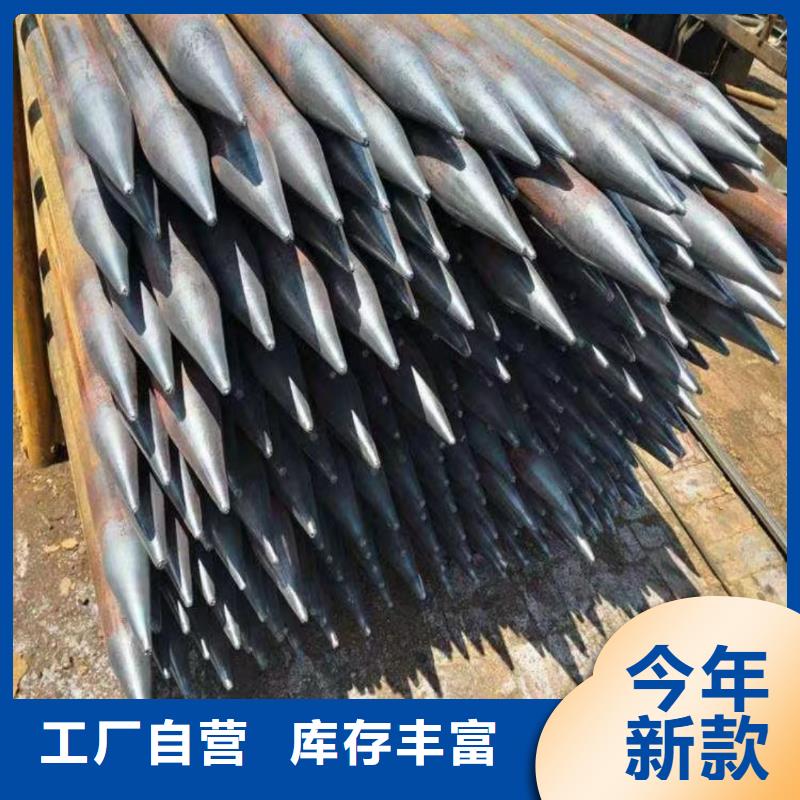
注浆管的焊接
铆焊:注浆管在组对时,应避免强制组装,尤其避免火焰烤校装配。组对或制作过程如有临时采用等离子切割时,应采取隔离措施以避免割渣对其它注浆管的污染。切割后,工件上的割渣应清理干净。
焊接:注浆管焊接前必须认真油污、四川广元当地锈迹、四川广元附近灰尘等杂物。焊接时尽量采用氩弧焊接,采用手工电弧焊时应采用小电流、四川广元同城快速焊,避免摆动。严禁在非焊接区域引弧,地线位置适当、四川广元连接牢固,以避免电弧擦伤。焊接时应采取防飞溅措施(如刷白灰等方法)。焊后应用不锈钢(不得采用碳钢)扁铲彻底清理熔渣和飞溅。

